
完善的售后保障,1年的质保期,同时提供产品合格证,检测报告,让您放心使用
专业售后服务团队,免费指导施工,分析问题原因,提供解决方案
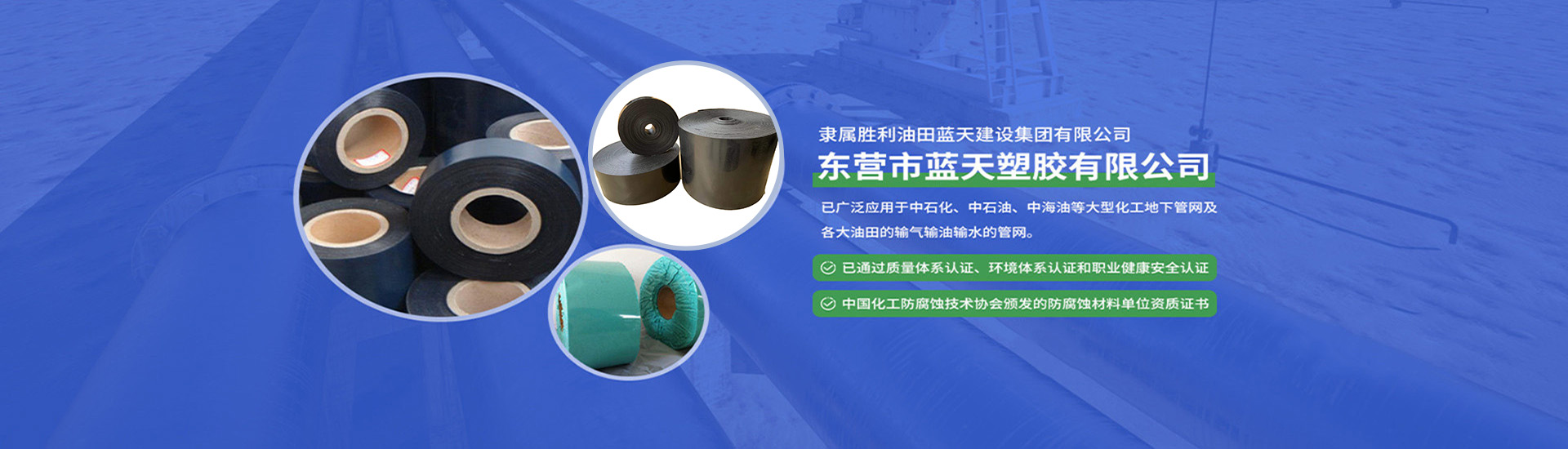
苏州中扬高分子材料有限公司在管道防腐材料,绝缘防护行业耕耘多年,为过千位客户提供产品服务,均获一致好评,公司基本的产品有:热缩带(套),聚乙烯防腐胶带,热缩压敏带,燃气穿墙热缩套管,粘弹体防腐胶带/膏,防腐腻子,热缩母排套管,中壁涂胶管等等。
多年行业顾问技术团队提供防腐、防水材料采购咨询和专属解决方案,技术团队从业经验平均达10年,可精细化把控需求。产品可依据工程实际的需求定制,降低客户成本,致力于做定制化应用方案。严格执行生产标准做生产,可根据公司实际的需求非标定制,准确契合客户的真实需求,产品的质量无惧市场比较。
苏州中扬高分子材料有限公司严控生产中的各项成本,尽大化让利于客户,高产能,低报废率,利润远优于同行。公司同步开通企业淘宝店铺,明码标价,厂家直销,无中间差价,价格实惠透明。免去中间环节的盘剥,降低产品的流通成本。
公司提供售前;售中;售后一站式服务,拥有专业的安装工程师团队及售后服务专线,不论是售前施工演示,还是售后施工培训,只要您一个电线小时全天候在线服务,指导或者上门进行培训、指导,让您绝无后顾之忧!
一家以“质量为生命,技术为根本,与客户一起发展, 为社会创造财富”为使命的高新企业。
苏州中扬高分子材料有限公司一家提供管道防腐用热缩材料、冷缠材料;电子电力绝缘防护用冷缩材料,热缩套管等产品和实施工程的方案技术上的支持的知名公司,公司地址位于江苏省东南部吴江区,东临上海,西接太湖,南接浙江,北接苏州。公司在苏州、滨州、河北设有三大生产基地,总占地面积6万平方米,生产厂房1.8万平方米。产品大范围的应用于电力、电子、化工、军工、通讯、造船、汽车、石油和燃气等行业。企业成立至今,秉承优质低价的经营思路和诚信为本的经营理念,寄望让品牌名扬中外!
管道防腐行业产品有:补口用热缩带、热缩套、热缩缠绕带、热缩防水帽、燃气热缩穿墙套管、钢塑转换热缩套、焊接式闭口套、粘弹体防腐胶带、粘弹体防腐膏、聚乙烯冷缠外护带,聚丙烯增强纤维冷缠外护带、补伤片、补伤棒、施工用聚四氟乙烯压辊、热缩烤枪、无溶剂环氧涂料等防腐材料
电子电力产品有:热缩套管、母排套管、热缩电缆附件、冷缩电缆附件、通讯冷缩管、热缩封帽、热缩指套、3倍带胶热缩套管等冷热缩材料。
我们的产品通过了行业和国家权威机构的检验,我们的电力产品通过了武汉高压研究所的检验。电子用热收缩管已通过UL和加拿大国家标准局的认证。管道防腐热收缩材料通过中国石油工程技术研究院检验,质量和环境管理体系通过ISO9000和14001认证,以及中国石油SY/T0413、4054等国际标准。产品已大范围的应用于电力、电子、石油、天然气、化工、自来水、电信、公路建设、造船和修船等行业和领域。客户遍布中国100多个城市,用户超过1000人。防腐产品在我国西气东输、川气东输、双兰线、西南成品油等大型油田和长输管道的重点工程中发挥了及其重要的作用。产品还出口到欧洲、亚太经合组织、中东、南非等地区,成为亚太经合组织地区服务体系完善的防腐热收缩材料领先供应商。
公司将以“诚信方能大智慧,客户就是上帝,金牌品质,专业服务”为标准高品质的服务社会
3PE防腐层是指 底层-无溶剂环氧涂料层 中层-防腐热熔胶层 外层-辐照交联聚乙烯基材层这三层复合而成就是3PE防腐层
燃气穿墙热缩套管也被称为DN管穿墙保护套管,专用于燃气管道的埋地防腐保护和穿墙防腐保护。小区燃气管道入户的分支钢管处于于露空和埋地敷设的连接点
3PE外防腐层存在的问题,首先是技术定位。目前国际上普遍采用的成熟的防腐方式,是环氧粉末防腐蚀涂层。3PE是环氧粉末防腐方式的一部分,也有一种说法是升级版,这个说法并不确切。
厂家介绍使用聚乙烯冷缠带(PE)或聚丙烯冷缠带(PP)的施工步骤和注意事项。
钢塑转换接头现在大范围的应用在城市建设管网系统中,包括燃气管道小区入户等,那么弯管式的钢塑转换接头该如何去做防腐密封呢,一般常规的直管型钢塑转换接头都能够正常的使用咱们厂家生产的钢塑转换热缩套。
选择合适口径的燃气穿墙热缩套管套入穿墙的镀锌管外,在套入时注意别损伤套管内部的热熔胶,如果不慎将穿墙套管的外层刮破得重新更换一根热缩套管。
将热缩套移到安装的地方,并从中间位置沿环向均匀加热,使中间部位先收缩,然后向两侧均匀加热,从管底到管顶逐步加热使热缩套均匀收缩。